Как сделать литую мормышку. Самодельная форма для литья мормышки из свинца
Тема подготовлена для рыбаков, желающих познакомится с процессом самостоятельного изготовления самодельной свинцовой мормышки методом заливки расплавленного свинца в форму.
И если им придется "по вкусу" подобная методика, далее раскрою технологию изготовления своими руками формы из алюминиевого бруска с целью получения на выходе одним заходом нескольких самодельных мормышек.
Как льют свинцовые мормышки в формы
 Свои первые самодельные свинцовые мормышки "уралки" мы с друзьями изготовили именно методом литья в алюминиевой форме.
Свои первые самодельные свинцовые мормышки "уралки" мы с друзьями изготовили именно методом литья в алюминиевой форме.
Благо, работали на большом номерном заводе союзного значения с несколькими цехами механической и термической обработки металлов. Так что, при изготовлении алюминиевых форм для литья мормышек проблем не возникало.
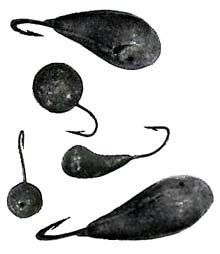
На изображения наших литых самодельных свинцовых мормышек вы можете посмотреть на соседней фотографии, где на поверхности крупных уралок легко различимы швы, возникающие в стыке половинок алюминиевой формы в процессе заливки в полость расплавленного свинца.
И сам процесс литья в формы свинцовых мормышек, честно говоря, уже сразу же стал казаться не очень удобным и довольно-таки продолжительным по времени. Судите сами:
Во-первых: канавка, куда вкладывался крючок, довольно быстро разбивается, кроме того, крючок зачастую сдвигается со своего посадочного места. Произойти это может как до, так и во время заливки свинцовой мормышки в форму. В результате: часть отлитых самодельных мормышек отсеивается в брак.
Кроме того, из-за определенной конфигурации этой канавки крючки перед литьем самодельных мормышек приходиться подбирать определенной формы и размера (номера). А если их уже сняли с производства, то смотрите начало предыдущего абзаца.
Поэтому периодически обе половинки формы приходиться изнутри фрезеровать, снимая тонкий слой алюминиевого сплава, а все углубления, в том числе с конфигурацией крючков обновлять. Это одна сторона медали.
В целях лучшего совмещения половинок самодельных форм применяются штифтовые соединения. А вот для того чтобы не уронить себе на голую ступню ноги готовую раскаленную мормышку, мы крепили хотя бы только по диагонали половинки алюминиевых форм до начала литья свинцовой мормышки с помощью резьбовых соединений.
Прикиньте, сколько времени уходило на операцию "открутить - закрутить винты" для изготовления только одной маленькой самодельной мормышки. Это вам вторая сторона медали.
Не знаю, есть ли у этой награды третья сторона, но в самом начале подобной трудовой деятельности мы столкнулись еще с одной неприятностью: оказалось, что если заливать свинец в самодельные формы, изготовленные из алюминия и его сплавов, то из-за их большой теплопроводности алюминия полость в форме свинец мог заполнить (залить) не полностью.
То есть металл застывал прежде, чем успевал заполнить внутреннюю выборку в приспособлении. Особенно заметно это было при литье в алюминиевую форму массивных продолговатых свинцовых мормышек уралочек.
По этой же причине в корпусе самодельной мормышки появлялись микропоры. То есть удельный вес свинца в отлитой мормышке падал.
Выход из создавшейся ситуации мог быть только один: перед литьем мормышек форму необходимо было разогреть, а после заливки - остудить (не под струей воды), затем разобрать, открутив резьбовые соединения. После чего изъять готовую мормышку и навести на ней марафет.
Ну, и как вам понравился этот способ изготовления по продолжительности времени, затраченного для литья только одной самодельной мормышки?
Вы думаете мы не нашли варианта решения подобной проблемы? Да элементарно! Просто стали делать алюминиевые формы для литья четырех разных по конфигурации самодельных мормышек сразу со всех боковых граней приспособления.
А самые "продвинутые" - вообще с шести (представьте форму для заливки мормышек в виде медовой соты). После чего удельный вес времени на изготовление одной литой мормышки сократился сразу в несколько раз.
Самодельные формы для литья мормышек
 Выкладываю разжеванный материал для рыбаков, желающих заняться изготовлением в домашних условиях самодельных свинцовых мормышек самым простым способом литья расплавленного свинца в форму.
Выкладываю разжеванный материал для рыбаков, желающих заняться изготовлением в домашних условиях самодельных свинцовых мормышек самым простым способом литья расплавленного свинца в форму.
Но прежде чем вы начнете знакомиться с методами изготовления форм для литья, предлагаю вам взглянуть на подборку моих ходовых самодельных мормышек.
Примерно половина россыпи приходится на свинцовые приманки. И только четыре из них изготовлены методом литья в самодельные формы. Остальные мормышки сделаны по совершенно другой технологии.
Именно по этой причине самодельные свинцовые мормышки так заметно отличаются между собой массами, конфигурациями, размерами.
Далее можете почитать о том, что нам предлагают спецы по литью свинца в формы. Технология одинаково подходит, как для изготовления мормышек, так и самодельных свинцовых грузил.
Только при изготовлении форм для литья самодельных грузил не понадобиться канавка для вкладывания крючка. Зато нужно будет сформировать другие углубления.
Автором текста и чертежей является В. ПОПОВ из города г. Набережные Челны. Свои комментарии и дополнения выделю скобками.
Изготовление полости в алюминиевой форме мормышки
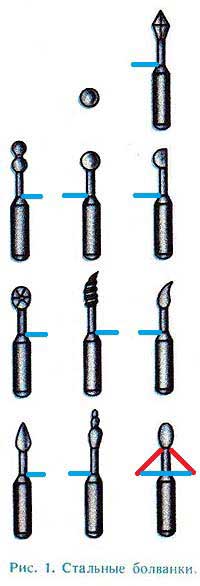
"Для изготовления полостей в самодельных алюминиевых формах для литья мормышек из отрезков стальной проволоки диаметром 3-6 миллиметров делаю болванки различных форм и размеров (См. рисунок 1), хорошо их шлифую и полирую.
(Для формирования в алюминиевом бруске полостей подойдут разного диаметра гвозди или стальной прокат с круглым сечением. Заточенный под форму самодельной мормышки металл перед формовкой полостей в алюминии желательно закалить, воспользовавшись горелкой газовой плиты и емкостью с холодной водой)
Для самодельных мормышек под названием "уралка" конец гвоздя перед формированием болванки можно слегка согнуть молотком.)
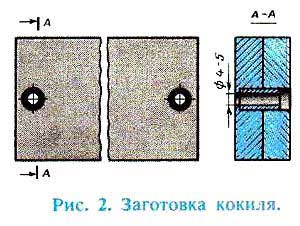 Для изготовления формы для литья мормышек две алюминиевые пластины размером примерно 40х70 и толщиной 10-12 миллиметров складываю вместе и сверлю два отверстия (рис. 2) под контрольные штифты и стяжные болты М4 или М5.
Для изготовления формы для литья мормышек две алюминиевые пластины размером примерно 40х70 и толщиной 10-12 миллиметров складываю вместе и сверлю два отверстия (рис. 2) под контрольные штифты и стяжные болты М4 или М5.
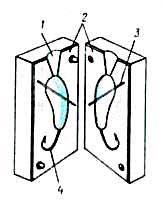
На получившейся заготовке кокиля размечаю расположение форм для мормышек (рис. 3).
Далее сверлю воронки литников; вдавливаю между половинками формы болванки самодельных мормышек, а также проволоку для отверстия под леску, проволоку для выпоров и рыболовные крючки.
Обжатие производится под прессом, в тисках или струбциной. После небольшой подчистки и подгонки кокиль готов.
(Как видите, у автора метода изготовления форм для литья самодельных мормышек все получилось очень быстро и гладко.
Но на самом деле все будет обстоять несколько иначе, если у вас дома случайно не завалялось сравнительно мощного пресса.
Поэтому для начинающих самоделкиных попробую пояснить некоторые моменты, которые обязательно возникнут в процессе такой работы. Причем, моя технология изготовления форм для литья самодельных мормышек будет выглядеть к предложенной выше схеме с точностью наоборот.
Алюминиевая форма для литья самодельных мормышек
Для изготовления формы для литья самодельной мормышки подойдет только чистый (ковкий) алюминий без примесей.
Каждую болванку, изображающую мормышку, вам, наверное, придется продавливать между двух половинок алюминиевого бруска по отдельности.
Но, если вы обладаете недюжинным здоровьем и у вас дома имеются нехилые тиски, то полости в форме для литья между алюминиевыми пластинами можно продавить болванками сразу 3-4 мормышек. Сначала сформируйте углубления только с одной стороны заготовки.
Для дальнейших пояснений мне пришлось испортить казенную фотографию (Рис. 1) с изображением стальных болванок.
Оттиск мормышки в алюминиевой форме
При формировании в алюминиевой форме оттисков самодельных мормышек, то, что показано у болванок выше синей линии, должно находиться между половинок формы для литья мормышек.
Далее пластины алюминия стягиваются двумя винтами (болтами), помещаются между губок тисков и с силой сжимаются. Но не все так просто.
По мере вдавливания имитационных мормышек в металл, алюминий рядом с оттисками начнет выезжать. Поэтому вам несколько раз придется разъединить половинки формы для литья и выровнять внутренние поверхности кокиля напильником.
Затем операции по формированию пустот проведите с оставшимися болванками самодельных мормышек, разместив их с другой стороны формы для литья. При отсутствии тисков можно отформовать каждую мормышку по отдельности с помощью молотка.
По мере углубления оправок в алюминиевые пластины, винты следует постоянно подтягивать. Когда полости для всех мормышек в форме для литья будут готовы, плоскости половинок форм изнутри выровнены напильником, можно прогнать все оправки между алюминиевыми пластинами вместе еще раз.
Затем начисто обработайте напильником и наждачной бумагой внутренние прямые плоскости половинок формы.
Следующим этапом вклейте на поверхности одной из половинок кокиля в соответствующих местах крючки и проволочки под пропуск лески в готовой самодельной мормышке. Затем соедините половинки формы и в тисках продавите оттиски крючков и проволочек в алюминии.
Рассверливание отверстия для литья мормышки
 Далее, не разбирая формы, заходом сверла большого диаметра рассверлите литниковые отверстия для литья каждой мормышки.
Далее, не разбирая формы, заходом сверла большого диаметра рассверлите литниковые отверстия для литья каждой мормышки.
На Рис. 1 отверстие для литья свинца показано линиями красного цвета только для одной мормышки.
В результате такой трудоемкой работы у вас должны получиться две половинки одной самодельной алюминиевой формы.
Выпорные канавки в алюминиевой форме
По своему опыту могу предположить, что выпорные канавки при заливке свинца вам не понадобятся, если формы для литья перед заливкой самодельных мормышек прогреть над горелкой газовой плиты.
В крайнем случае, сделаете их после первой пробной заливки в алюминиевую форму свинца. Эти канавки формируются во избежание образования на мормышках раковин. Но не такие уж большие у вас получатся в форме литые мормышки, чтобы на них обязательно образовывались пресловутые раковины.)
На этом мои пояснения по поводу изготовления в домашних условиях алюминиевых форм для литья мормышек заканчиваются. Могу лишь добавить, что в формах можно лить не только свинцовые, но и самодельные мормышки из термопластичных материалов. Далее продолжается авторский текст.
Натирание оттиска мормышки графитом
Перед заливкой свинца натираю оттиски мормышек в кокиле графитом (мягким грифелем простого карандаша), вставляю крючок, нихромовую проволоку (под отверстие для лески), накладываю вторую половинку формы для литья и стягиваю болтами. Кокиль подогреваю на горелке газовой плиты и заливаю в него расплавленный свинец.
После того как свинец остыл, разъединяю половинки формы, извлекаю мормышку, выдергиваю пассатижами проволоку и зачищаю изделие. Для более прочного соединения крючки перед заливкой свинца можно залудить.
Раскрашиваю самодельные мормышки в черный, белый, красный, зеленый цвета".
(На припомню, чтобы мы перед заливкой свинца формы для литья мормышек натирали графитом.)
Изготовление формы для литья мормышки
 Еще один способ изготовления формы для литья мормышки в домашних условиях. Аналогичные алюминиевые формы мы делали в свободное время на номерном заводе и дома в далекие времена.
Еще один способ изготовления формы для литья мормышки в домашних условиях. Аналогичные алюминиевые формы мы делали в свободное время на номерном заводе и дома в далекие времена.
"Форму для литья самодельной свинцовой мормышки делаю из листового алюминия толщиной 5 миллиметров. (На взгляд автора сайта алюминиевые исходники будут тонковаты для изготовления даже средней величины свинцовой мормышки)
Из стального гвоздя (дюбеля), вставленного в патрон электродрели, вытачиваю напильниками модель свинцовой мормышки. Помещаю ее между двумя пластинами алюминия и ударами молотка выбиваю две полуформы.
Вынув модель, помещаю между пластинами иглу и крючок и также молотком делаю отпечатки. Со стороны, противоположной крючку, делаю литник. Самодельная форма для литья свинцовой мормышки готова.
Установив между пластинами иглу и залуженный крючок, зажимаю обе половинки пассатижами и, слегка разогрев форму, заливаю в нее свинец.
На фотографии показано изображение самодельной формы для литья мормышек:
1 - литник; 2 - алюминиевые пластины; 3 - игла; 4 - крючок.
Из остывшей свинцовой мормышки удаляю иглу, обрезаю наплыв свинца. При необходимости приманку окрашиваю ее. Таким способом я делаю формы для разных мормышек. При определенном навыке за вечер методом литья в формы можно изготовить 20 - 30 свинцовых мормышек".
Литье самодельных свинцовых мормышек
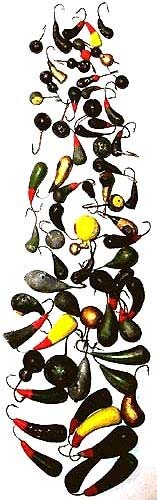 Литьем свинцовых мормышек интересуется немало рыбаков, но предупреждаю, что ни одна из представленных на соседней фотографии самодельных мормышек не является литой, хотя по форме они очень похожи на литые.
Литьем свинцовых мормышек интересуется немало рыбаков, но предупреждаю, что ни одна из представленных на соседней фотографии самодельных мормышек не является литой, хотя по форме они очень похожи на литые.
Прочитайте мои соображения по поводу изготовления свинцовых приманок не методом литья горячего свинца в форму, а несколько другим - холодным способом. Возможно, он кому-то будет интересен.
Для того чтобы на фоне тогдашнего бардака выжить моей семье литьем самодельных мормышек в формы мне приходилось заниматься в середине 90 годов. Львиная доля свинцовых приманок продавалась, некоторые - расходились по друзьям.
Тогда навыки у меня остались и сохранились кое-какие формы для литья мормышек из свинца еще с далеких 70-х годов прошлого века. Впоследствии алюминиевые формы за ненадобностью разбрелись по приятелям и знакомым.
В дальнейшем я перешел на изготовление свинцовых приманок придуманным методом ковки еще в начале своей рыболовной деятельности. Кованые самодельные мормышки и представлены на изображении.
Взглянув на снимок, вряд ли кто-то будет сомневаться, что такое разнообразие свинцовых мормышек можно изготовить с помощью литья. Уж слишком много для этого понадобится трудоемких в изготовлении форм.
Уже только из-за разнообразия конфигураций литые самодельные мормышки уступают кованым. На фото все приманки по форме или размерам разные.
Сколько же тогда должно понадобиться кокилей для литья свинцовых мормышек, чтобы изготовить и выложить на сайте (далеко не в полном составе) коллекцию своих мормышечных приманок.
Было и еще одно обстоятельство, которое заставило меня отказаться от литья мормышек в формы. И тоже связанное с конкуренцией на рынке самодельных свинцовых приманок.
Плотность свинцовой литой мормышки
Второй причиной отказа от литья мормышек в формы явилось то, что свинец при литье теряет значительную часть своей плотности. Из-за чего самодельные свинцовые приманки, изготовленные методом литья, будут значительно легче, чем мормышки такого же объема, но сделанные методом ковки.
Отковать корпуса или быстро раскатать заготовки холодным способом можно для самодельных мормышек под названием балда, чертик, коза. А при желании изготовить методом ковки можно и свинцовые грузила для спиннингов и бортовых донок.
Если вас заинтересовала данная информация, то подробности изготовления паяных из припоя и кованых свинцовых мормышек найдете в разделе Мормышка своими руками. Там же в видеоролике оцените колебания кованых мормышек из свинца и познакомитесь с настройкой пружины рессорного строя самодельного кивка.
Советы по изготовлению формы:
От автора сайта. Рискну по данной теме дать несколько советов
Предлагаю форму модели заготовки литой мормышки точить из обычного гвоздя. Дюбель очень трудно обработать, так как его обычно закаливают.
Готовую болванку мормышки не проблема закалить самим, воспользовавшись услугами пламени горелки газовой плиты и кружки с водой.
Отверстие для заливки в форму свинца лучше выбить одновременно с моделью самодельной мормышки. На гвозде оно будет выглядеть как продолжение конфигурации мормышки.
В процессе изготовления формы для литья у вас непременно будет выезжать алюминий в непосредственной близости от модели мормышки. Его нужно периодически удалять напильником, то есть равнять внутренние поверхности половинок формы.
Для простоты я бы штифтовые отверстия внутри половинок формы заменил на сквозные и крепил половинки с помощью винтов и гаек. Работать с расплавленным свинцом рекомендуется в хлопчатобумажных перчатках и защитных очках, хотя сам ими никогда не пользовался.
Перед тем, как вложить в форму крючок, я бы залудил у него цевье, а после этого еще раз покрыл флюсом. Тогда сцепление цевья крючка со свинцом будет намного прочнее.
Мормышки своими руками - оловянные и свинцовые
Самодельные легкие и светящиеся мормышки